




Кинематическая схема скребкового конвейера
Скребковые конвейеры – вещь, кажущаяся простой на первый взгляд. Металлический лопастный механизм, вращающийся в желобе... Но в реальности, проектирование и эксплуатация таких систем требуют внимания к деталям. Часто наблюдаю ситуацию, когда инженеры слишком упрощают расчеты, не учитывая динамические нагрузки и особенности транспортируемого материала. Эта статья – попытка поделиться опытом, возникшим в процессе работы с различными типами скребковых конвейеров и, возможно, немного развеять некоторые распространенные заблуждения.
Общий обзор кинематической схемы
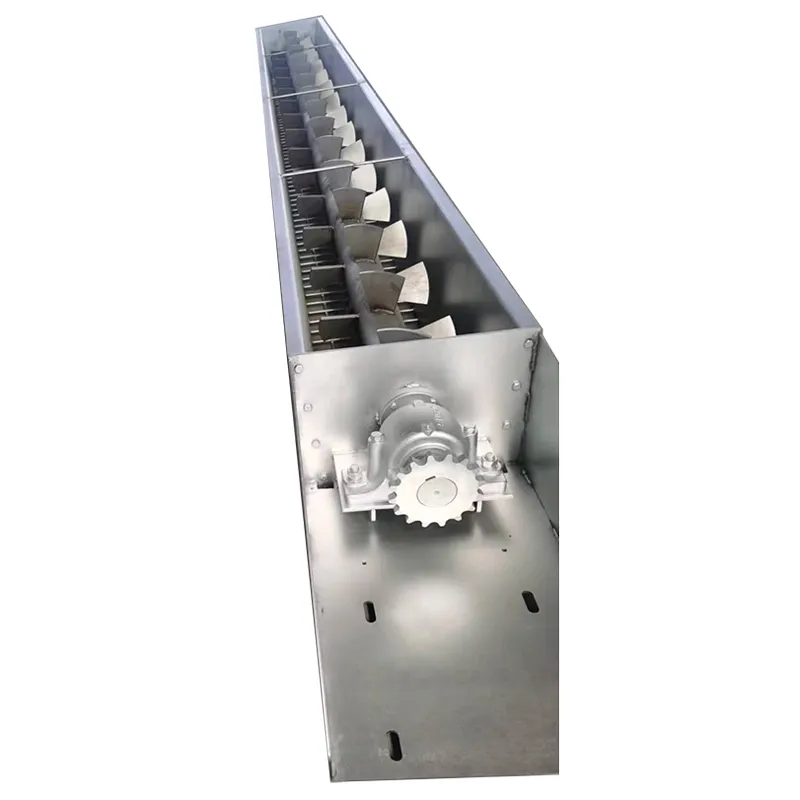
В основе работы скребкового конвейера лежит передача движения от приводного вала к лопастям. Классическая схема включает в себя приводной двигатель, редуктор (если требуется снижение скорости и увеличение крутящего момента), вал с лопастями, желоб и опорные ролики. Ключевой момент – это правильно выбранная передаточная формула, которая обеспечивает оптимальную скорость вращения лопастей и, как следствие, производительность конвейера. Обычно это прямое соединение вала с лопастями, но иногда используются и более сложные системы с использованием шкивов и ремней, что позволяет реализовать различные режимы работы и распределять нагрузку.
Но важно понимать, что это только скелет. Конкретная кинематическая схема сильно зависит от типа конвейера: односкребковый, двухскребковый, с горизонтальным, наклонным или вертикальным желобом. И, конечно, от характеристик материала. Например, для транспортировки сыпучих материалов с высокой абразивностью потребуется другая конструкция лопастей и другого механизма передачи, чем для транспортировки крупнодисперсных частиц. В противном случае, быстро износится оборудование и конвейер выйдет из строя.
Выбор редуктора и его влияние на производительность
Часто недооценивают роль редуктора. Выбор правильного редуктора - задача нетривиальная. Слишком низкое передаточное число может привести к недостаточному крутящему моменту, а слишком высокое – к избыточному нагреву и повышенному износу компонентов. Важно учитывать не только требуемую скорость вращения, но и характеристики материала, а также допустимые уровни вибрации и шума.
Мы однажды столкнулись с проблемой, когда неправильно подобранный редуктор привел к постоянному перегреву и выходу из строя подшипников вала. Пришлось заменить его на более мощный и с лучшим охлаждением. И это был дорогостоящий урок. Обязательно необходимо проводить тепловые расчеты и учитывать потери на трение при выборе редуктора.
Особенности конструкции лопастей
Форма лопастей – определяющий фактор производительности и надежности скребкового конвейера. Существует множество вариантов: от простых пластинчатых лопастей до сложных лопастей с выемками и закруглениями. Выбор зависит от свойств материала, его влажности, абразивности и склонности к слипанию.
Например, при транспортировке влажных материалов часто используют лопасти с выемками, которые предотвращают слипание частиц. А для абразивных материалов, наоборот, выбирают лопасти из износостойких материалов, таких как закаленная сталь или полиуретан. Нельзя забывать и о геометрии лопастей – угол наклона, ширина, толщина, все это влияет на эффективность перемешивания и выгрузку материала.
Динамические нагрузки и их учет
Большинство конструкторов скребковых конвейеров не уделяют достаточного внимания динамическим нагрузкам. При резком изменении скорости вращения или при транспортировке материалов с высокой инерцией, на вал и лопасти действуют значительные силы, которые могут привести к их деформации или поломке.
Мы в своей практике часто применяем метод конечных элементов (МКЭ) для расчета напряжений в деталях конвейера. Это позволяет выявить слабые места и оптимизировать конструкцию, чтобы минимизировать риск возникновения дефектов. Кроме того, необходимо учитывать вибрации, которые возникают при работе конвейера, и применять виброизоляционные меры.
Проблемы с самоблокировкой лопастей
Одна из распространенных проблем при эксплуатации скребковых конвейеров – это самоблокировка лопастей. Это происходит, когда лопасти застревают в желобе из-за скопления материала или из-за неправильной регулировки.
Причины могут быть разными: недостаточная скорость вращения, неправильный угол наклона желоба, наличие посторонних предметов в желобе. Для предотвращения самоблокировки необходимо использовать датчики, которые контролируют скорость вращения и при необходимости автоматически останавливают конвейер. Также важно регулярно очищать желоб от скопившегося материала.
Рекомендации по эксплуатации и обслуживанию
Регулярное техническое обслуживание – залог долгой и бесперебойной работы скребкового конвейера. Необходимо регулярно смазывать подшипники, проверять состояние лопастей и ремней, контролировать уровень вибрации. Важно также своевременно проводить замену изношенных деталей.
Мы рекомендуем проводить плановые осмотры конвейера не реже одного раза в месяц, а также регулярно проверять состояние приводного двигателя и редуктора. Кроме того, важно обучить персонал правилам эксплуатации и технического обслуживания конвейера.
Устранение засоров и заклинивания
Несмотря на все предосторожности, засоры и заклинивания все равно случаются. При возникновении таких проблем необходимо немедленно остановить конвейер и выяснить причину. В большинстве случаев, причина заключается в скоплении материала в желобе или в неправильной работе лопастей. Для устранения засоров можно использовать специальное оборудование, такое как скребки или валы.
Важно помнить, что самостоятельное устранение засоров без предварительного изучения причины может привести к дальнейшему повреждению конвейера. Поэтому рекомендуется обращаться к специалистам.
В заключение
Скребковые конвейеры – это надежное и эффективное оборудование для транспортировки сыпучих материалов. Но для того чтобы обеспечить их долговечность и бесперебойную работу, необходимо правильно проектировать, эксплуатировать и обслуживать их. Не стоит экономить на качестве компонентов и уделять недостаточно внимания динамическим нагрузкам. Только тогда вы сможете получить максимальную отдачу от вашего скребкового конвейера.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Скребковый конвейер с воздушным охлаждением
Скребковый конвейер с воздушным охлаждением -
 Ковш
Ковш -
 Ролики
Ролики -
 Перемешивающий винтовой конвейер
Перемешивающий винтовой конвейер -
 Шестерни
Шестерни -
 Ленточные конвейеры
Ленточные конвейеры -
 Пластиковые диски для трубчатых цепных конвейеров
Пластиковые диски для трубчатых цепных конвейеров -
 Ленточная сушилка для соевых бобов
Ленточная сушилка для соевых бобов -
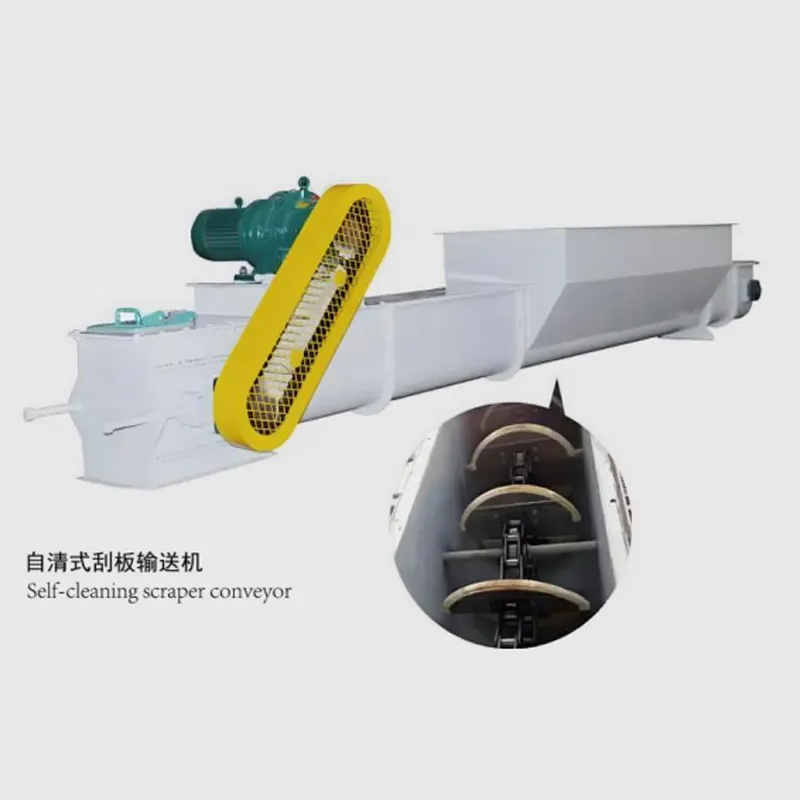 Самоочищающийся скребковый конвейер
Самоочищающийся скребковый конвейер -
 Цепь
Цепь -
 Роторный разгрузочный питатель
Роторный разгрузочный питатель -
 Горизонтальный скребковый конвейер типа MS
Горизонтальный скребковый конвейер типа MS